2.5 自动换刀装置的调整
2.5.1 自动换刀装置简介
为了进一步减少非切削时间,数控机床正朝着在一台数控机床的一次装夹中完成多工序、工步加工要求的方向发展,这类机床必须带有自动换刀装置,通常称为数控加工中心机床,简称加工中心。
自动换刀装置由刀库和刀具交换装置组成。刀库是加工中心的关键部件之一,在加工中心中用来储存和运送刀具。刀库的结构形式很多,主要有盘式和链式两种,链式容量较大,盘式容量较小。在加工过程中进行换刀时,控制系统选定刀具后,刀库必须把选定的刀具运送到特定的位置,准备由刀具交换装置提取刀具。由于有了刀库,机床只要一个固定主轴夹持刀具,有利于提高主轴刚度,因而能够满足各种精密加工的要求。独立的刀库大大增加了刀具的储存数量,有利于扩大机床的功能,并能较好地隔离各种影响加工精度的干扰因素。
实现刀库与机床主轴之间传递和装卸刀具的装置称为刀具交换装置,采用机械手进行刀具交换的方式应用的最为广泛。换刀时,机械手在机床主轴与刀库之间执行交换新、旧刀具的任务,在一个换刀过程中要完成抓刀、拔刀、交换(新旧刀对调)、装刀、复位等动作。
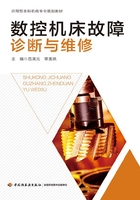
数控机床对自动换刀系统的要求是:换刀迅速、时间短,重复定位精度高,刀具储存量足够,所占空间位置小,工作稳定可靠。如图2-5所示是一种盘式自动换刀装置。

图2-5 圆盘式自动换刀装置
2.5.2 圆盘式刀库的安装调整
圆盘式刀库的安装进行调整,主要是进行换刀臂与主轴的换刀点的重合。
1)将主轴箱上移到Z向最高点后将分体刀柄的上体锥柄部分装入主轴孔内并拉紧,同时在换刀臂内装入分体刀柄的下体。
2)手动旋转换刀机构电机使换刀臂下落至最大长度,在Y-Z和Z-X平面内检查换刀臂轴的轴线与Z向运动的平行度0.15/300。如超过此数值则需调整刀库支架与立柱结合面与Z向运动的平行度以使换刀臂与主轴轴线垂直。
3)将换刀臂转动到扣刀位置后下移主轴箱,使分体刀柄的上体锥柄部与换刀臂上分体刀柄的下体之间的间隙约为2mm。注意此时主轴的方位应为主轴定向位。
4)用调整装置调整刀库在X和Y向的位置,同时用分体刀柄的中间轴检验分体刀柄的上下两体的中心是否重合。上下两体中心重合则换刀臂与主轴的换刀点轴线重合调整完毕。
5)换刀点的调整:Z向返回参考点后,手动将换刀臂转动到换刀位置,检查使分体刀柄的上体锥柄部与换刀臂上分体刀柄的下体之间的间隙为0.2~0.3mm。在参考点栅格偏移参数内数值为0时,当此间隙为“-5~+0.3mm”数值时可以通过调整参考点栅格偏移参数内数值来进行调整,此参数的单位为0.001mm;超过上述范围时,只能通过调整参考点挡块进行调整。
6)检查换刀手在松夹刀时的变形量:将Z轴返回参考点后,在机械手上装上刀柄后手动将换刀臂转动到换刀位,将指示器的触头触及换刀臂刀夹上进行松夹刀动作,指示器的变化值在± 0.3mm内。如超差,重新调整退刀距离或Z向换刀位。
7)检查换刀过程的正确性:以手动方式进行操作,检查刀库刀套倒刀、换刀机构运转换刀、主轴抓松刀及换刀点位置设定是否正确。重复多次确认所有动作无误后用换刀程序控制进行换刀。设置好换刀点后必须多次试验以后方能自动换刀。