任务一 认识FANUC 0i-D系统
一、FANUC CNC控制器的结构及功能
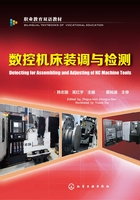
FANUC 0i D系统的CNC控制器,可分为0i-D系列和0i Mate-D系列两种类型。FANUC 0i-D系列CNC控制器的外观如图1-1-1所示。


图1-1-1 FANUC 0i-D系列控制器外观
0i-D系列CNC控制器由主CPU、存储器、数字伺服轴控制卡、主板、显示卡、内置PMC、LCD显示器、MDI键盘等构成,0i-C/D主控制系统已经把显示卡集成在主板上了。
①CPU负责整个系统的运算、中断控制等。
②存储器包括FLASH ROM、SRAM、DRAM。
FLASH ROM存放着FANUC公司的系统软件和机床应用软件,主要包括插补控制软件、数字伺服软件、PMC控制软件、PMC应用软件(梯形图)、网络通信控制软件、图形显示软件、加工程序等,如图1-1-2所示。

图1-1-2 存储器板
SRAM存放着机床制造商及用户数据,主要包括系统参数、用户宏程序、PMC参数、刀具补偿,以及工件坐标系补偿数据、螺距误差补偿数据等。
DRAM作为工作存储器,在控制系统中起缓存作用。
③数字伺服轴控制卡如图1-1-3所示。伺服控制中的全数字的运算,以及脉宽调制功能采用应用软件来完成,并打包装入CNC系统内(FLASH ROM),支撑伺服软件运行的硬件环境,由DSP以及周边电路组成,这就是常说的数字伺服轴控制卡(简称轴卡)。

图1-1-3 数字伺服轴控制卡
④主板包括CPU外围电路、I/O Link、数字主轴电路、模拟主轴电路、RS-232C数据输入输出电路、MDI接口电路、高速输入信号、闪存卡接口电路等。
1.FANUC 0i D CNC控制器的主要规格
FANUC 0i D CNC控制器的主要规格见表1-1-1。
表1-1-1 FANUC 0i D CNC控制器的主要规格

如果需要在FANUC 0i-D系统中编辑CF卡中的程序,则在配置时需要追加CF卡编辑加工功能。
从表1-1-1中可知,各种系列产品的应用场合各有不同,用户在进行配置时需注意以下几点。
①双路径控制功能可以实现两个刀具的独立控制。在一个自动车床上可以实现两个刀具同时加工,自动切削、车铣同时进行,如图1-1-4所示。

图1-1-4 双路径控制功能示例
②控制轴数。使用的最大控制轴数需要进行选择,例如某加工中心需要7轴控制,则不管其他的要求如何,只能选择0i-D系统。
③加工程序各路径的加工程序是独立保存的。CNC在各路径内分别执行各自的加工程序,如图1-1-5所示。

图1-1-5 加工程序处理示意
④输入/输出信号双路径系统CNC的所有通道用1个PMC进行控制,如图1-1-6所示。

图1-1-6 双路经系统CNC用PMC控制示意
0i Mate-D和0i-D在系统配置上有区别,0i Mate-D的功能是通过软件方式进行整体打包的,可以满足常规的使用,而0i-D系统配置需要根据功能来选择。常见FANUC 0i-D系统配置如图1-1-7所示。

图1-1-7 常见FANUC 0i-D系统配置
2.FANUC 0i D系统功能模块图(图1-1-8)

图1-1-8 FANUC 0i D系统功能模块图
①CNC控制工作机械的位置和速度,可用于加工、搬运、印刷机的控制等,运用范围十分广泛。CNC控制软件由FANUC公司开发,于出厂前装入CNC,机床生产厂和最终用户都不能修改CNC控制软件。使用宏执行程序和C语言程序执行程序时,可附加专用界面和循环加工。
②PMC(Programmable Machine Controller)主要用于机床控制,是装在CNC内部的顺序控制器。
③机床操作面板上的开关、指示灯和机床上的限位开关,通过I/O Link与FANUC CNC控制器通信。根据机床规格和使用目的,由机床生产厂家编制顺序程序。
④PMC程序和加工程序等都存在快速只读存储器FLASH ROM中。通电时,BOOT系统把这些程序传送到DRAM(Dynamic RAM)中,并根据程序进行CNC处理。断电后,DRAM中的数据全部消失。
⑤CNC考虑到了通用性,以便能在各种机床上使用。不同的机床有不同的进给轴的最高转速和轴名称等,可以在CNC参数中进行设定。此外,用户在使用过程中设定的刀具长度及半径补偿量等,以及在机床开发完成后进行修改的数据,均被保存在SRAM内。SRAM采用锂电池作为后备电池,因此断电后其存储的数据不会丢失。
⑥轴移动指令的加工程序记录在FLASH ROM中,但是加工程序目录记录在SRAM中。
⑦CNC控制软件读取SRAM内的加工程序目录取出程序,并经插补处理后,把轴移动指令发给数字伺服控制软件进行处理。
⑧数字伺服控制软件控制机床的位置、速度和电机的电流。通常1个CPU控制4个轴。伺服控制软件运算的结果,通过FSSB的伺服串行通信总线送到伺服放大器。伺服放大器对伺服电机通电,驱动伺服电机回转。
⑨伺服电机的轴上装有编码器。由编码器把电机的移动量和转子角度送给数字伺服CPU。
⑩编码器有两种:断电后还能监视机床位置的绝对式编码器;通电后检测移动量的增量式编码器。
绝对式编码器——设定参考点(参考点也称为机械原点,是机床上固定的基准点)完成后,接上电源即可知道机床位置,所以机床可以立即运转。
增量式编码器——为了使得机床位置和CNC内部的机床坐标一致,每次接通电源后,都要进行返回参考点操作。
手摇式脉冲发生器通过I/O Link进行连接。SRAM中存储的各种数据的输入和输出可以使用阅读机/穿孔机接口(相当于RS-232C)或者存储卡进行。使用阅读机/穿孔机接口时,为便于操作者连接或者脱开输入输出设备,应将该接口安置在机床操作面板附近,并设置名为穿孔面板的连接器。
二、FANUC数字伺服系统
1.βi系列伺服放大器
βi系列伺服放大器是一种可靠性强、性价比卓越的伺服系统。该系列用于机床的进给轴和主轴。通过最新的控制功能即伺服HRV控制和主轴HRV控制,实现高速、高精度和高效率控制。
多伺服轴/主轴一体型βiSVSP伺服放大器与βi系列伺服电机外观如图1-1-9所示,特点如下;

图1-1-9 βiSVSP伺服放大器与βi系列伺服电机外观
①伺服电机进给平滑,机身设计紧凑。
②编码器分辨率高(128000线/转)。
③主轴电机机身设计紧凑,基本性能卓越。
④伺服放大器可实现伺服3轴+主轴1轴或者伺服2轴+主轴1轴的一体化设计。
有最新的伺服、主轴控制和伺服调试工具SERVO GUIDE。
βiSVSP伺服放大器一般根据伺服电机和主轴电机型号来确定。选定了进给伺服电机和主轴电机后,就可以通过手册查到对应的伺服放大器型号,可以参考厂家的产品样本选型。下面通过对βiSVSP伺服放大器的铭牌的说明,了解该伺服放大器的具体型号参数,便于选型时识别。βiSVSP伺服放大器铭牌及说明如图1-1-10所示。

图1-1-10 βiSVSP伺服放大器铭牌及说明
另外还有一种可以单独安装和使用的集成型伺服放大器——βiSV伺服放大器。βiSV伺服放大器有两种控制接口:一种是FSSB接口;另一种是I/O Link接口。FSSB接口比较常用。带FSSB接口的βiSV伺服放大器,可以用来作为基本坐标轴使用;带I/O Link接口的βiSV伺服放大器,可以用来作为I/O Link轴使用。βiSV伺服放大器的外观如图1-1-11所示。

图1-1-11 βiSV伺服放大器的外观
βiSV伺服放大器根据伺服电机型号来确定。选定伺服电机后,可以通过手册查到对应的伺服放大器型号,还可以参考厂家的产品样本。下面通过对βiSV伺服放大器的铭牌说明,了解该伺服放大器的具体型号参数,便于选型时识别,βiSV伺服放大器铭牌及说明如图1-1-12所示。

图1-1-12 βiSV伺服放大器铭牌及说明
2.βiI系列主轴电机
βiI系列主轴电机内装的速度传感器的类型有两种:一种是不带电机一转信号的速度传感器Mi系列;另一种是带电机一转信号的速度传感器MZi/BZi/CZi系列。若需要实现主轴准停功能,可以采用内装Mi系列速度传感器的电机,外装一个主轴一转信号装置(接近开关)来实现;也可以采用内装MZi系列速度传感器的电机实现。
电机冷却风扇的作用是为电机散热,主轴电机采用变频调速,当电机速度改变时,要求电机散热条件不变,所以电机的风扇是单独供电的。βiI主轴电机与编码器外形如图1-1-13所示。

图1-1-13 βiI主轴电机与编码器外形
βiI主轴电机接口功能如图1-1-14所示。

图1-1-14 βiI主轴电机接口功能
选择主轴电机时,需要进行严密的计算后查找电机参数表,主要考虑下面几个方面的内容。
①根据实际机床主轴的功能要求和切削力要求,选择电机的型号及电机的输出功率。
②根据主轴定向功能的情况,选择电机内装编码器的类型,是否选择带电机一转信号的内装速度传感器。
③根据电机的冷却方式、输出轴的类型、安装方法进行选择。
电机铭牌及电机型号的含义,如图1-1-15所示。

图1-1-15 电机铭牌及电机型号含义
3.βiS系列伺服电机
βiS系列伺服电机是FANUC公司推出的用于普通数控机床的高速小惯量伺服电机,其外观及接口如图1-1-16所示。

图1-1-16 βiS系列伺服电机外观及接口
βiS系列伺服电机的编码器需要作为绝对式编码器使用时,只需要在放大器上安装电池和设置系统参数即可。有一种用于重力轴上的伺服电机会带有抱闸端口。
选择βiS系列电机时,需要进行严密的计算后查找电机参数表,主要考虑下面几个方面的内容:
①根据实际机床的进给速度、切削力、转矩要求选择;
②根据是否重力轴伺服电机,选择是否需要带抱闸端口;
③绝对式编码器需要配置编码器电池;
④据安装要求,选择安装方式、电机轴结构方式。
βiS电机铭牌及型号的含义,如图1-1-17所示。

图1-1-17 βiS电机铭牌及型号的含义
4.αi系列伺服放大器
αi系列伺服放大器是FANUC数控系统常用的高性能伺服驱动产品,采用模块化的结构形式,由电源模块(PSM)、伺服驱动模块(SVM)、主轴驱动模块(SPM)组成。主轴驱动模块是用于控制主轴电机的模块,其结构与功能与伺服驱动模块类似。主轴驱动模块可分为200V与400V两大系列。实际使用中,选用200V的居多。αi系列伺服放大器各模块组合连接图如图1-1-18所示。

图1-1-18 αi系列伺服放大器各模块组合连接图
αi系列伺服放大器各模块接口说明如图1-1-19所示。

图1-1-19 αi系列伺服放大器各模块接口说明
αi系列伺服放大器的选择基本与βiS系列伺服放大器相似,所不同的是需要弄清楚控制的轴数,再选择伺服驱动模块、直流短路棒。其他的伺服放大器可以根据电机来选择。
αi系列伺服主轴电机与βiI系列伺服主轴电机在使用材料等方面有很大的不同,所以造成价格与性能上的差异,在选择时需要综合考虑。两种伺服主轴电机的力学性能比较见表1-1-2。
表1-1-2 两种伺服主轴电机的力学性能比较

5.αi系列伺服电机
αi系列伺服电机属于高性能电机,βi系列伺服电机属于经济型电机,由于两者在使用材料等方面有很大的不同,所以造成价格与性能上的差异,特别是在加减/速能力、高速与低速输出特性、调速范围等方面有较大的差别。αi系列伺服电机的编码器有绝对式与增量式两种,因此在选择时需要综合考虑。其外部接口与βiS系列伺服电机基本一样,这里不再重复。现把两种伺服电机的力学性能进行比较,见表1-1-3。
表1-1-3 两种伺服电机的力学性能比较

三、案例
1.案例说明
本案例以一台典型的ZTXX30A数控铣床为例,重点介绍FANUC CNC产品的选型与配置方法。
2.案例分解
本案例中,对应的机床为ZTXX30A数控铣床,其主要规格参数及参数分析见表1-1-4。
表1-1-4 机床主要规格参数及参数分析

系统选型应注意以下事项。
(1)系统的显示屏有8.4in与10.4in两个尺寸,8.4in的又分为横型与竖型两种,选择时需要了解实际安装位置,横型的比较常用。
(2)主轴分为模拟主轴与串行伺服主轴,这两种类型所要求的系统是不同的。
(3)FANUC系统某些加工功能是需要单独选择配置的。
3.案例综述
通过对机床主要规格参数表的分析,合理地选择系统来实现所需要的功能。下面通过实际的案例,进一步加深对系统功能的认识。在实际的选型中,需要选择前面讲的主板、数字伺服轴控制卡、存储器等系统部件,表1-1-5为选择0i Mate-MD系统的部分配置单。
表1-1-5 选择0i Mate-MD系统的部分配置单

四、训练
1.训练目的
①了解现有设备的系统配置。
②对系统配置的功能进行阐述。
③掌握FANUC系统的分类。
④了解FANUC系统的硬件结构。
2.训练设备
通过查看实训设备的配置,然后填写表1-1-6。
表1-1-6 实训设备配置清单

3.训练考核
对现有实训设备进行观察,找出哪些是具有伺服主轴控制功能的系统,哪些是具有模拟主轴控制功能的系统,并对各控制端口的作用进行说明,填写表1-1-7。
表1-1-7 主轴系统各控制端口的作用
